
Evaluation of a MVR versus TVR heated falling film finisher
- Posted on 17th August 2015
- in Articles, Dryers, Falling Film Evaporators, Finishers, Other, Steam Infusion
- by John Real
GLM Hydro MVR vs. TVR Problem Solving: – Finishers are increasingly being considered as options to increase total solids in membrane filtration and evaporator concentrates in order to increase the value of evaporated product, or to increase the production of dryers without the cost prohibitive installation of a new dryer. Additionally, as filtration technology continues to improve, many plants are considering the installation of membrane filtration equipment, rather than pre-concentrating evaporators to reduce up front capital costs during new construction. Falling film finishing evaporators are being used more frequently to generate the total solids required in the drying process. This often leads to a decision of whether to install a thermal vapor recompression (steam ejector) style evaporator or a mechanical vapor recompression style evaporator.
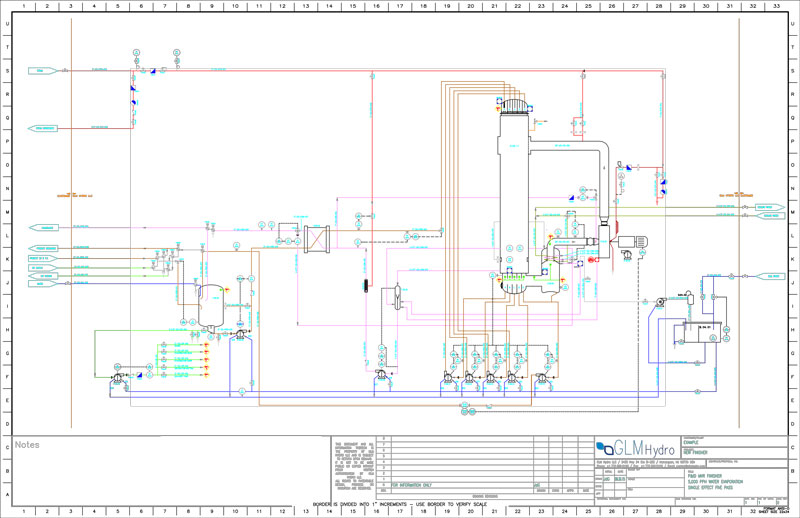
Finisher MVR P&ID
A thermal vapor compressor uses live steam to compress the vapor produced by the evaporation process in a venturi tube, increasing the pressure and therefore the temperature of the vapors so they can be used to evaporate product using partially recycled boiling vapors. A mechanical vapor compressor uses electricity to impart the mechanical energy of the spinning impeller to compress vapors, resulting in higher pressures and therefore temperatures as well. The question of whether to use thermal vapor recompression or mechanical vapor recompression is most often a question of long term operational costs versus up front capital costs.
The decision over whether to install a TVR versus an MVR finisher for many companies comes down to steam generation costs (most importantly the uncertainty of fuel prices in today’s volatile fossil fuel market place), how those costs compare to electrical costs per kWh, and the upfront capital costs of a turbofan or turbo compressor.
Case Study:
An inquiry for a finisher in central California capable of delivering 4,500 pounds an hour of water evaporation afforded us an excellent opportunity to explore these two options with the client.
Capital Investment
The original design of the finisher assumed a thermal vapor compressor as these types of evaporators are generally the most economical from a capital costs stand point. This particular TVR system required approximately 1,700 pounds an hour of live steam to achieve our water evaporation requirements for the product. At a local cost of $8.11 to generate 1,000 pounds of live steam, the operation of this evaporator would cost about $275 (in direct steam costs) per 20 hour run period. This steam consumption was an issue for the client, as they were not confident that their current boiler could spare the 1,700 lb/hr of steam the finisher would require. As a result, we decided to review the same design conditions using a turbo fan for mechanical vapor recompression (MVR). The evaporation capacity of this finisher would need approximately 40 kW of electrical power to achieve the vapor compression. The local cost of electricity at $0.11/kWh would mean that this 40 kW turbofan would consume about $145 worth of electricity in a 20 hour production run. That’s a per hour energy savings of $130. This translates to a yearly energy cost savings of about $29,000 assuming 4,000 hours per year of production. However, the capital costs are significant for an MVR turbofan – while the TVR steam ejector would cost roughly $15,000, the MVR turbofan would cost almost $250,000 taking the additional installation cost and increase of the finisher heating surface area into account. This is a 16 fold increase in up front capital costs for the compression technology. Considering the energy costs for the TVR versus the MVR, it would take almost 10 years for the MVR option to break even with the TVR option in terms of capital investment.
Steam Consumption
While these are important points while designing your next finishing evaporator, the energy costs and capital costs of the steam ejector and turbofan are far from the only points that need to be considered. TVR evaporators generate approximately 2/3 more excess vapor than their MVR counterparts, vapor that will need to be cooled and condensed, whether in order to maintain vacuum in a dairy evaporator or simply so that it can be discharged safely according to local regulations. This will required cooling water from a large capacity chiller system or cooling tower. However, due to the increased vapors generated by a TVR evaporator they require less surface area to achieve the same evaporation rate as an MVR evaporator. For the plant in California, the TVR option only needed two passes while the MVR option required the addition of a third pass in order to meet capacity. This will mean a larger and more expensive evaporator, adding to the increase in capital costs from the addition of the turbofan. Furthermore, MVR evaporators are not capable of running without any steam consumption at all. This particular evaporator was assumed to require about 625 lbs of steam for starting up and about 200 lbs/hr of steam for balancing during a 20 hour run. As MVR evaporators generally run close to the limit on vapor availability for evaporating product, it is necessary to introduce this steam to stabilize the system. Once all costs were accounted for, the MVR driven Finisher option was about $330,000 more expensive than the TVR option in terms of capital costs. Taking into consideration all energy requirements of both systems we estimated that the MVR would take close to 20 years to break even with the TVR alternative. Even with the addition of a small boiler to provide the steam the TVR would require, it would still take the MVR about 10 years to break even.
Energy Economics
The decision to install a TVR or MVR evaporator will always be a question of energy economics. Both current energy prices and future energy prices must be considered when making the decision. It is one thing to make a decision based on current energy prices, but as recent history has shown, fossil fuel prices can be extremely volatile. One must careful consider all aspects and weigh the pros and cons of each technology.
Contact us for more information when you would like us to assist you with the decision of installing an MVR or a TVR driven evaporator or finisher. Of course we are here to help you with any other kind of evaporator, crystallizer or dryer question as well.

John is a Process Industry Expert in Spray Drying and Evaporation, responsible for sales and business development for custom process solutions in the sanitary food, beverage, and dairy industries. John has a wide range of project execution-related experience, including, but not limited to, process engineering, system installation and commissioning support, documentation control, purchasing, and equipment quality control. His hands-on experience ensures that he seeks the best solution for our clients.
In addition, John leads a small team of engineers and designers to ensure the efficient and timely delivery of process engineering, equipment, system changes, and optimization efforts, helping our customers maximize the return on their capital investments.
- Bottom Tube Sheet Fouling and Cleaning for Falling Film Evaporators - May 27, 2025
- Evaporator Woes – Vacuum Control, Velocity, and Carryover - September 25, 2020
- Dryer Safety – Explosion Protection - April 20, 2019
Tags: capacity improvement, compressor, evaporator, Filtration, Increase production, Mechanical Vapor Compressor, Membrane Filtration, MVR, steam infusion, Thermal Vapor Compressor, Tips, TVR